
Un point sur les boites d’essieux de la locomotive
Après un contrôle par ressuage, re-régulage et usinages , les boîtes des essieux moteurs sont enfin prêtes.
Un petit rappel pour les moins connaisseurs:
Les boites d’essieu, l’essieu et les roues forment avec la suspension un ensemble indissociable.
L’essieu est l’axe horizontal qui porte la charge et réunit les deux roues. Les extrémités de l’essieu sont appelées « fusée ». Les fusées selon le type d’essieu sont intérieures ou extérieures et la fusée reçoit la boite d’essieu. Cette dernière permet la rotation de l’essieu tout en effectuant la liaison entre l’ensemble roue-essieu et le châssis. Cette rotation est permise par un coussinet recouvert d’une couche de métal anti-friction appelée « régule », un alliage d’étain, d’antimoine et de nickel.


Les portées cylindriques régulées des boites, surfaces en contact avec les fusées, ayant un état de surface convenable et n’ayant pas d’écart de jeu incorrect ont été laissées telles quelles.
Par contre les faces d’appui venant en butée sur la roue étaient nettement plus abimées (ramassage de particules et poussière, lubrification plus difficile) ont dû être restaurées. Après multiples vérifications et validation à l’aide de logiciel de CAO, elles ont été envoyées chez l’entreprise SADLER à Pau qui à détouré les anciennes couronnes d’appui, rechargé en régule par projection puis usiné aux cotes correspondantes.
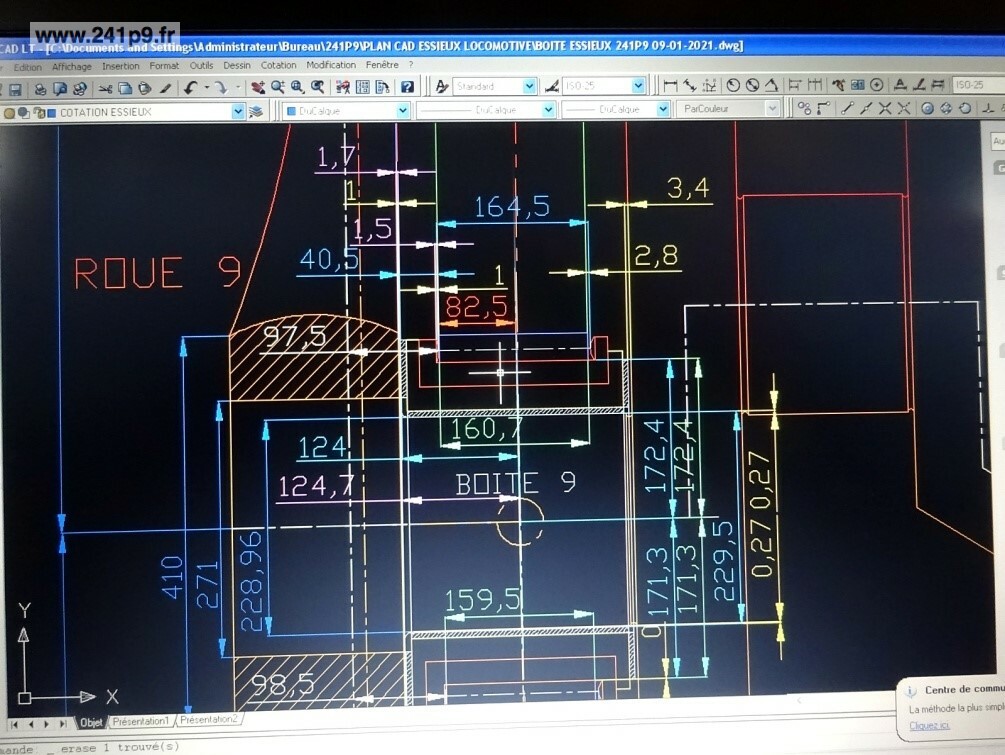
Chaines de cotes des boites d’essieux vérifiées en CAO
Pour rappel, s’agissant des boites du bogie qui travaillent un peu différemment, les surfaces d’appui ont également été remplacées. Le jeu latéral trop largement hors tolérances a été cette fois-ci rattrapé avec des couronnes en bronze régulé (société Marceau Amalric à Mazamet).

Demi couronnes en bronze régulé : afin d’assurer un accrochage optimal du régule, son épaisseur ne peut dépasser 5 mm, d’où la confection d’un support en bronze afin de rattraper l’essentiel du jeu. Elles ont ensuite été vissées sur les corps de boites.
Le mois de janvier a vu toutes ces pièces finir de revenir d’usinage dans leur intégralité.

Boites des bogies : vue d’une demi-couronne en place. La surface initiale a été augmentée afin d’optimiser la lubrification.

Boite d’essieu moteur : une couronne de régule neuf vient d’être projetée sur la face d’appui préalablement dé-régulée.

Usinage mise aux cotes, surfaçage et re-confection de la « patte d’araignée » pour l’écoulement de l’huile de lubrification.

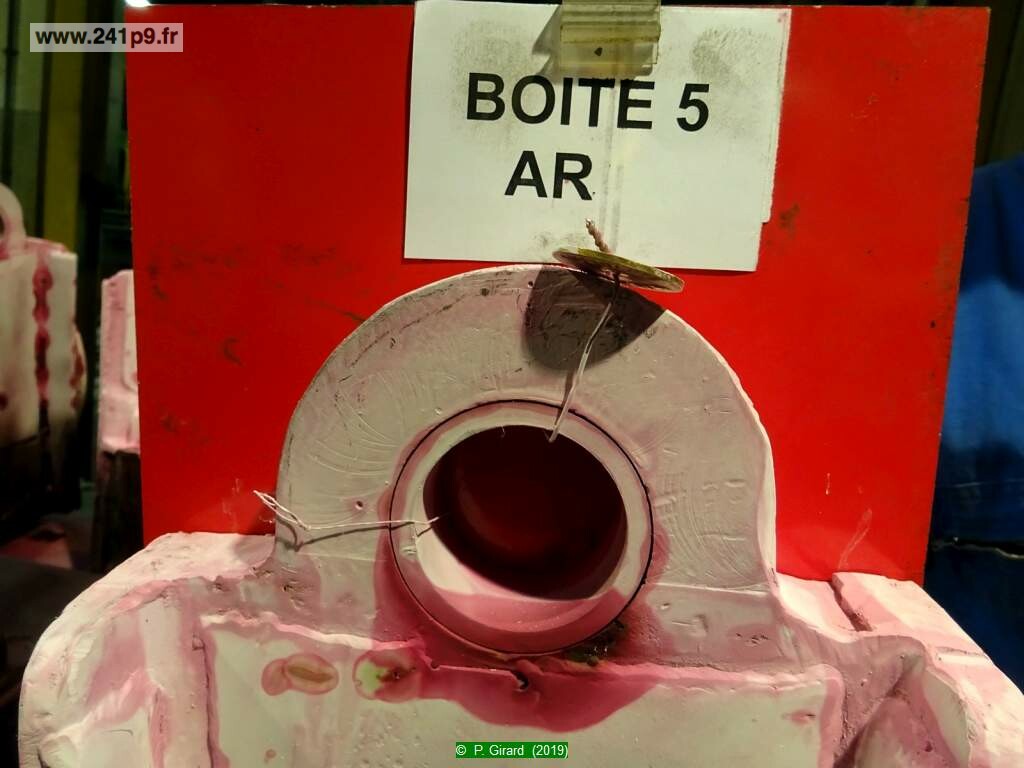
Nous avons ensuite effectué une nouvelle vérification par ressuage (Un contrôle initial avait déjà été fait il y a plusieurs années par des agents habilités du technicentre). Cette opération consiste à projeter sur toute la surface un liquide rouge pénétrant, le laisser agir, le nettoyer en surface et projeter une poudre blanche sur cette même surface. si le liquide rouge s’est infiltré dans une éventuelle fissure, celle-ci sera mise en évidence.


Nous avons fait réaliser les fourrures d’étanchéité par l’établissement Diogo Sellerie Générale à Albi et c’est, comme indiqué dans l’article du mois de mars, Patrice qui s’est chargé de la préparation des obturateurs.


A ce jour, les 8 boites sont peintes et prêtes à être placées sur les paliers des essieux.

Corps des boites d’essieu moteurs mises en peinture.


Le « kit complet » est prêt pour le montage et ajustage des boites de l’essieu HP : boites + ressorts de suspension.